
اساس قفل های پین معلق و پین ویفری:
pin tumbler and wafer locks
فصل اول :
در حالی که امروزه تعداد زیادی مکانیزم قفل با طراحی های متفاوت توسط سازندگان مختلف تولید شده است اما بخش عمده ای از تولید کنندگان قفل در بازار استفاده وسیعی از این تولیدات ندارند. تقریبا تمامی قفل هایی که شما هر روزه با آنها روبرو هستید، صرفاً در چند نوع اساسی دارای تنوع بوده و مکانیسم داخلی همه آنها تقریبا یکسان است.
اگر بخواهید اصول اولیه چند نوع قفل و سبک قفل را بشناسید، مطمئن باشید که شما می توانید سه چهارم قفل هایی که با آنها روبرو می شوید را باز کنید.
اکثریت قریب به اتفاق قفل هایی که امروزه در دنیا استفاده می شوند، از نوع ” پین معلق یا پین تامبلر ” و پین ویفری اند. تعداد انگشت شماری از این طرح ها در همه جای دنیا رایج است. برای مثال، قفل های اهرمی(شاپرکی) از طراحی قدیمی تری برخوردارند که در قرن هفدهم ابداع شده اند، کلیدهایی که معمولا بزرگترند و عملکرد آنها دست و پاگیرتر از طرح های جدیدتر است.
باید تشخیص داد که برخی طرح های قفل، باندازه قفل های پینی و ویفری، بویژه در بحث آزمایش نفوذ نمود و کاربردی ندارند. درهای معمولی ادارات، کشوهای میز تحریر، کمدهای بایگانی و. .. معمولاً به صورت پیش فرض با قفل هایی با کیفیت پایین تر تولید می شوند. زیرا با بالا رفتن تقاضا؛ تولید انبوه آنها، آسان ترین، ساده ترین خدمات و مقرون به صرفه ترین گونه در باب جایگزینی مجدد در صورت لزوم است.
تا زمانی که سازندگان قفل، قفل را با هزینه های پائین تولید نمایند و استاندارد با کیفیت پایین را متوقف نسازند، ما احتمالا در طولانی مدت ناچار باید آنها را تحمل کنیم و بپذیریم.
قفل پین معلق: PIN TUMBLER LOCKS
عموم قفل هایی که بیشتر مردم با آنها آشنا هستند، طراحی پین معلق دارند.
متخصصین بر این باوراند که بیشتر مبتدیان نسبت به ابزارزنی روی قفل تا حدودی اگاهی داشته و به نظر می رسد تصاویر آنها در ابعاد گوناگون در فضای مجازی و کتب و جراید در دسترس عموم قرار دارد.
به هرصورت، تجزیه و تحلیل مکانیزم قفل، در راستای درک بهتر و صحیح تر آشنائی با چگونگی عملکرد آن مکانیزم و نوع بهره برداری از آن مفید است.
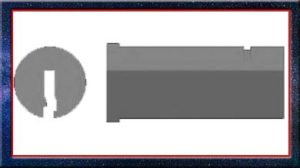
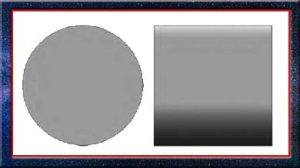
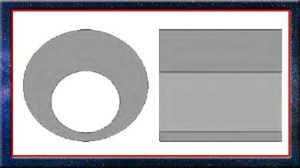
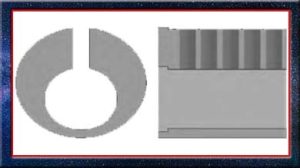
قفل های پین معلق در اشکال مختلف از لحاظ ظاهر و شکل متنوع تولید می گردند. به شکل های 1-1 تا 3-1 نگاه کنید.
در حالی که هر قفل می تواند دارای یک فاکتور بسیار متفاوت باشد، لیکن با مکانیزم پین معلق و با استفاده از یک کلید ساده به شکل ” تیغه ” کار می کنند.
مکانیزم قفل پینی یکی از قدیمی ترین طراحی های قفل موجود است و هنوز هم در سطحی گسترده مورد استفاده قرار دارد.
اجازه دهید نگاهی نزدیکتر به چگونگی ساخت و سرهم بندی یا مونتاژ قطعات درون قفل و نیز توجه خاص به این که چگونه قفل خود را بدون استفاده از کلید همخوان بسته نگه می دارد داشته باشیم(قفل فعال).
دو عنصر، قطعات بزرگ اصلی تشکیل دهنده بخش عمده ای از قفل های پینی، هستند:
- اول، محفظه یا راه کلید
- دوم توپی یا PLUG.
این ها دو جزئی هستند که براحتی می توان آنها را از وجه بیرونی دید و از اینرو بیشتر قابل تشخیص هستند.
اکنون به نحوه ساخت و مونتاژ این دو جزء و در نهایت قرار گرفتن آنها در کنار هم و اتصال به یکدیگر می پردازیم.
توپی : plug
توپی یک قفل پینی از یک شمش استوانه ای، معمولا از جنس برنج ساخته می شود. اگر چه گاهی اوقات از فولاد و در مدل های با کیفیت بالا نیز استفاده می شود.
اغلب، اولین ویژگی ای که به یک قفل اضافه می شود، بعد از این که میلگرد برنجی به طول لازم بریده شد، فضای ایجادی کوچکی در قسمت جلویی توپی است. این به کاربر در استقرار مناسب کلید در حین ورود به توپی کمک می کند.

شکل 1-1 : قفل دارای مکانیزم پینی توکار.

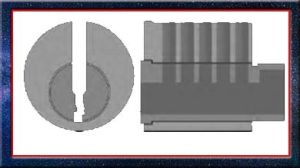
شکل 2-1 : یک قفل شامل یک مغزی با پین معلق توکار روی دستگیره

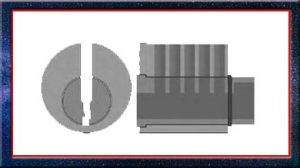
شکل 3-1: قفل شامل یک مغزی با پین معلق توکار در یک توپی مادگی

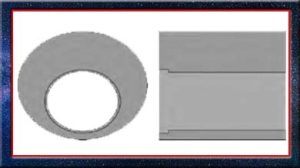
شکل 4-1: دوکلید با شیار ساده، که از کلید های با راه کلید انحنا دار قابل تشخیص است.
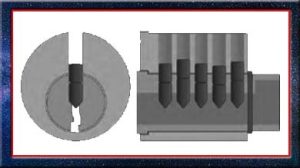
در شکل 5-1 درک بهتری را در نگاه ما به اجزای مختلف قفل به نمایش گذاشته است. در شکل سمت چپ(نمای روبروی توپی)، و آن چه که کاربر معمولاً از روبرو مشاهده می کند و در شکل سمت راست از اشکال 1-5 تا 12-1 نیز ما نمای جانبی توپی را می بینیم.

شکل 5-1: یک توپی خام شامل بخش نشیمن گاه کلید، آماده ماشینکاری
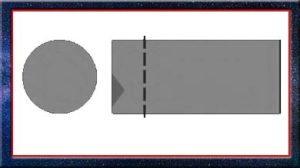
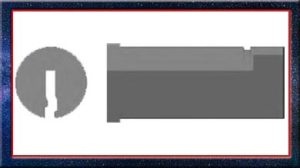
شکل6-1: سمت چپ خط چین شروع ایجاد تغییرات از سمت سطح بیرونی توپی قفل خواهد بود.
از آنجا که بخش عمده بحث قفل مربوط به داخل قفل است، لذا آغاز کار ما توجه به نمای روبرو توپی ” (در سمت چپ نمودارها) بیشتر به درون قفل است.
در شکل های 1.6تا 1.12، تصویر با سطح مقطع توپی (یا قفل به عنوان یک کل) با حدود 5 میلی متر به سمت داخل از نمای روبرو دیده می شود.
توپی با یک لبه کوچک در اطراف لبه وجه جلویی ماشینکاری می شود. این حالت دو هدف را تامین می نماید، که در آن، ازحرکت توپی به داخل نسبت به موقعیت تثبیتی خود جلوگیری می کند و همزمان، مانع از داخل شدن ابزار بالقوه تهاجمی که می تواند به درون قفل نفوذ و در عملکرد درونی پین معلق تداخل ایجاد کند می شود
این که فرایند ماشین کاری توپی پیچیده تر و دارای برجستگی های اضافی یا شیارهای گودتر باشد بسیار معمول است. این کار باعث می شود از ورود قطعات نازک فلزی یا سایر ابزارآلات به داخل توپی از بیرون جلوگیری کند.
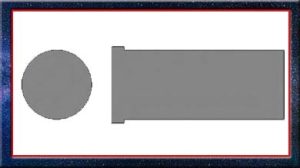
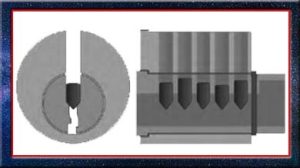
شکل 7-1: لبه جلوی یک توپی قفل.
به یاد داشته باشید که چگونه ” دید روبرو” ما در سمت چپ دچار مقداری جزئی کاهش اندازه شده، زیرا ما روی یک مقطع تقریبا 5 میلیمتری به سمت داخل از وجه جلویی تمرکز داریم.
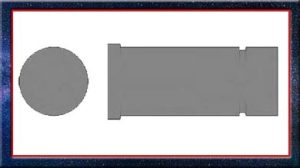
شکل 8-1 شیار ایجادی در قسمت انتهای توپی که خار برنجی را در خود جا خواهد داد. در تعدادی از انواع قفل ها در عوض، از یک در پوش انتهایی رزوه دار استفاده می گردد.
شکل 9-1 راه کلید درتوپی ایجاد شده. قابل توجه است که خانکشی به طور کامل تا ته توپی امتداد می یابد.
شکل 10-1: بخشی از خانکشی اضافی پشت توپی درون توپی برش خورده تا یک دنباله یا دم را به دست دهد.
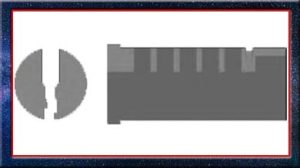
شکل 11-1 پنج کانال پین درون توپی سوراخکاری شده است.
توجه ما ( سمت چپ این نمودار) روی ناحیه ای تقریبا 5 میلیمتری به سمت داخل از نمای روبرو متمرکز شده و بنابر این، اولین کانال پین و همچنین راهگاه کلید را نشان می دهد.
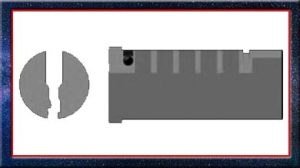
شکل 12-1: درنمای جانبی، بعد از لبه توپی، سوراخی زده شده که با یک ساچمه فولادی و یک بلوک سرامیکی پر شده است.
علاوه برلبه جلوی توپی، بترتیب، معمولا انتهای توپی نیز با یک بریدگی شیاردار یا رزوه دار برای جای دادن گیره نگهدارنده و یا درپوش پیچی، ماشینکاری می شود.
در حالی که ایجاد رزوه معمولا در پایان فرایند انجام می گیرد، غالباً یک شیار خار ایجاد می گردد، همانند شکل 1-8.
راه کلید قسمت بعدی است که ماشینکاری می شود. شکاف کلید را “پروفایل راه کلید ” می نامند.
دلیل استفاده بیش از یک شکاف مستطیلی ساده، بخاطرکمک به نشستن و تراز کلید هنگام قرار دادن آن درون قفل است.
انحنای موجود تقریباً در تمامی راه های کلید، منجر به برآمدگی هایی می گردد که با برش ها و خم های عمیق تر روی کلید تراز می شوند.
اینها به حفظ کلید تا ارتفاع مناسب در حین کار کمک می کند.
تقسیم بندی و حفاظ ایجاد شده در طراحی یک کلید دارای عملکرد اضافی است.
در فصل چهار خواهیم دید که هر چه انحنای پروفایل راه کلید پیچیده تر باشد، مجرا به طور بالقوه در استفاده از ابزار، یا اسنپ گان( snap gun) و سایر ابزارآلات که می توانند به شکل بالقوه در حمله به یک قفل بکار روند، ایجاد تداخل می نماید.
ملاحظه سوم در تولید و به هنگام طراحی یک پروفایل راه کلید، هم چنین حفاظت از مالکیت معنوی تولیدات توسط سازنده آن است.
اگر الگوی خاص قفل ساخته شده در نوع خود منحصر بفرد و بی سابقه باشد، تولید کننده از حق کپی رایت این ” طرح نوین ” به مدت بازه زمانی بیست ساله ( در آیین نامه های موجود در ایالات متحده) منتفع می شود.
البته این حق، معمولا مانع ورود قفل های کپی و غیر مجاز در بازار آزاد نیست بلکه در واقع از سوی سازندگان سخت افزار برای ممانعت از در دسترس قرار گرفتن ” کلید خام ” غیر مجاز در بازار آزاد استفاده می شود.
زمانیکه یک طرح هنوز بدیع و جدید است، واسطه ها و فروشندگان بازار می توانند اینگونه ادعا نمایند که قفل های در اختیار شان دارای ” راه کلیدهای محدود ” می باشد که برای آنها هیچ منبع تامین کلیدهای خام در دسترس طرف ثالث وجود ندارد.
همانطور که بارها به هنگام مراجعه به یک مغازه کلید سازی برای ساخت کلید خود مشاهده کرده اید، کمد ها و گنجه های آن مغازه مملو از کلیدهای خام و فاقد نشان تجاری است. شاید تولید کنندگان بزرگی در دنیا کلید های با نشان تجاری معتبر و شناخته شده ای را بسازند، اما درون جیب شما از این کلیدها خبری نیست. نشان تجاری برتر shackle و KWIKSET در قفسه های فروشگاهی دیده می شوند و این دو از رایج ترین نشان های تجاری در امریکای شمالی اند. اگر من اهل شرط بندی بودم شرط می بستم که روی بسیاری از آنها ( اگر نگویم همه ) نام هایی مانند IICO یا HY-CO ( یا هیچ علامتی ) نقش بسته است.
علت تمام این موارد را می توان در نیاز تولید کننده به کاهش هزینه ساخت آنها دید و به همین دلیل امتیاز تولید خود را به سازندگان رده پایین می دهند تا آنها کار تولید را بر عهده گرفته و هزینه تمام شده ساخت برایشان کاهش یابد.
این امر با اینکه هزینه ساخت و خرید کلید را کاهش می دهد اما از سویی دیگر الزامات امنیتی را رعایت ننموده و مشکلاتی از این دست به وجود خواهد آمد.
یکی از تاکتیک های موجود بازگشائی قفل از طریق راه کلید توسط یک مهاجم، “استفاده از دسته ای کلیدها ” و تست آنها درون راه کلید است.
دو روش خاص بازگشائی قفل دراین زمینه وجود دارد، یکی ضربه محکم زدن” bumping” و دیگری قالب گیری ” key impressioning ” ( مترجم : هنر قالب گیری کلید، روشی غیر مخرب و مخفی برای ساخت کلید بدون دمونتاژ قفل و یا استفاده از فنون بازگشائی قفل است). در فصل 5 روی BUMP KEYING به طور مفصل بحث خواهیم کرد. در حالی که می توانیم روی قوس سر کلید عبارت ” دوباره ساخته نشود ” را ببینیم معمولا این توصیه ها نادیده گرفته می شود.
تذکر :
اگر کلیدی دارید که می خواهید از روی آن یکی دیگر بسازید، اما روی آن عبارت ” دوباره ساخته نشود ” نوشته شده ساده ترین راه ممکن فن ابداعی توسط من است یعنی خرید یک نوار یا برگه روی روکش “شناسه کلید “. اینها معمولاً از جنس لاستیک است و در بسته های کوچک در بازار عرضه می شوند. با رنگ های مختلف. با قرار دادن یکی از اینها روی سر کلید مورد نظر ( شاید با یک یا دو نقطه از جنس رزین یا پلاستیک قوی ) اپوکسی برای جلوگیری از حذف آن و علامت گذاری برخی برچسب های بی ضرر در آن محل ( مثال: نوع باغ آلمانی مادر بزرگه ) که در بررسی امنیتی حتی توسط قفل سازان معتبر قابل اتکا نیست. من حتی لکه های رنگی را جای مناسبی درست کردم و یک بارگفتم من درس خوانده مدرسه ای هستم که بتازگی یک معلم رشته هنر نیاز داشته من آنجا استخدام شده ام و یک کلید نو برای خودم می خواهم.
حتی اساسی ترین ساخت و طراحی، خطر کپی کردن غیرمجاز کلید را رفع نمی کند.
در این مرحله از ساخت، معمولاً راه کلید به درون توپی خام خانکشی می شود. من این کار را در کارخانه ” EVVA” در اتریش دیده ام. فرایندی واقعا شگفت آور بود.
یک خط تولید نئوماتیک، با استفاده از هوای متراکم زیاد، نیروی لازم را برای وارد آوردن به توپی با استفاده از یک سری تیغه های محکم با چیدمان آراسته و پیچیده عمل می کند.
همانطور که توپی از هر یک از این تیغه ها عبور کند، شکاف هر راه کلید به مرور گودتر شده و پهن تر می گردد و نظم بیشتری پیدا می کند. کل فرایند تنها چند ثانیه طول می کشد. (شکل 9-1)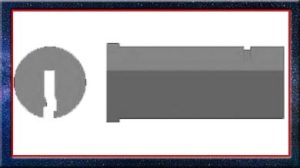
شکل9-1. غالبا، خانکشی اضافی و برش های بیشتر در بخش پشتی انتهایی توپی برای آمادگی اتصال با cams انجام می شود.
اینها همان قطعاتی از یک قفل هستند که در واقع به طور مستقیم در تعامل با مکانیزم پیچ یا چفت قرار می گیرند و در و یا کشو را بسته نگاه می دارند.
Tailpiece یا ” قطعه دم” قطعه بسیار طولانی تری است که می تواند چند اینچ از پشت قفل باز شود و ممکن است بتواند بدون چرخاندن خود قفل بچرخد.
به یاد داشته باشید که کار قفل، بسته نگاهداشتن چیزی نیست. هیچکس نمی تواند بگوید که با دیوار کشی و سیمان کاری می تواند درب ورودی خانه اش را ایمن کند، بلکه راه حل این است که بهترین کار برای اینکه افراد غیر مجاز وارد خانه او نشوند، انتخاب قفل مناسب است زیرا شما باید نگران این باشید که افراد غیر مجاز وارد منزل شما بشوند. این قطعات به ما کمک می کند تا در هر حال امنیت بالایی را در قبال باز شدن آسان و سریع ایجاد کنیم. پیچ و مهره و غل وزنجیر و چفت وبست و سایر سخت افزارهای مشابه اینها برای بسته ماندن همه قفل ها هستند.
بسیاری از حملات بر روی قفل، الزام به دانستن نقطه ضعف قفل و راهی است که در آن هسته مرکزی قفل ( غالبا قسمت پشتی توپی) در تعامل با cam قفل و قطعه دم آن قرار دارد.
معمولا سوراخکاری راهگاه و کانال پین ها، مرحله پایانی ساخت توپی قفل است.
در بیشتر موارد، قفل از بالا و همگی با یک ارتفاع و فاصله مساوی از یکدیگر مته می خورند. این یک قانون سخت و لاجرم نیست. در فصول 5 و6 در مورد چند طرح منحصر بفرد خواهیم گفت. با این حال، آن چیزی که در غالب قفل ها روندی یکنواخت دارد، نظم و ردیف شدن کانال پین ها از جلو به سمت پشت است.
ایده ال کار این است که، کانال ها کاملا در یک خط مستقیم مته بخورند، لیکن متاسفانه مته زنی این قسمت همواره با دقت و صحت کامل انجام نمی شود.
برخی سازندگان قفل، امکانات اضافی دیگری روی قفل های تولیدی خود می گذارند.
اما این کار متداول نیست که در قفل، کانال ها و یا سوراخ کلید های کوچک اضافی ساخته شده نزدیک وجه جلویی توپی ایجاد گردد.
با پر کردن این سوراخ ها با سرامیک و یا ساچمه می توان قفل را در برابر سوراخکاری ایمن سازی و تقویت کرد. (شکل 13-1 ) عنصر بزرگ دیگر سازنده و تشکیل دهنده هسته قفل، خان و یا محفظه آن است.
این بخش شامل توپی و تمامی دیگر قطعات کوچک مرتبط مانند پین ها و فنرهاست. به مانند آن چه که در خصوص توپی عنوان شد در مورد خان و یا محفظه نیز یادآور می شویم.
ساخت و عملکرد خان یا محفظه نقش آن درون قفل را تشریح می نماید.
اولین فرآیند، ماشینکاری درون سیلندر یا بدنه قفل می باشد، غالباً سوراخ بزرگ و مرکزی خواهد بود که توپی را درون خود جای میدهد. (شکل 14-1 )
این سوراخ معمولا و به طور مستقیم با قطر یکنواخت ساخته می شود.
یک پله در قسمت ابتدا و جلوی درون بدنه سیلندر ماشینکاری می شود که محل استقرار لبه جلویی توپی می باشد.
در این مرحله، نوبت به سوراخکاری کانال پین درون توپی یا بدنه قفل از قسمت روی سطح بالایی است. همانند ساخت توپی، برای حصول اطمینان از یکنواختی این کانال ها و اینکه آنها کاملا از جلو به سمت پشت مرتب شوند، باید هر اقدامی صورت پذیرد.
عبارت نوشته در سمت چپ نمودار شماره 1-16 ( پرسپکتیو نمای لبه جلویی ) نشان دهنده یک نقطه ای تقریبا در 5 میلیمتری از وجه قفل است.
شکل 13-1 : بدنه قفل، که غالبا از میلگرد خام فلزی( برنج یا. …) ساخته می شود.
غالباً توپی و بدنه قفل از جنس برنج و مواد محکم تر دیگر از فولادها، مواد رایج سازندگان هستند. یک بدنه قفل پین معلق می تواند در اشکال زیادی ساخته شود.
برخی از نوع ” کلید در دسته قفل ” یا ” key in knob” هستند و برخی با هسته های بزرگتر و منظم ترند. در این نمودارها، یک شکل گرد و ساده برای سهولت نمایش امده است.
یک قاعده متداول در قفل های تولیدی، ماشینکاری و ایجاد یک سوراخ گرد برای جای دادن توپی و امکان چرخش آن است.
شکل 14-1: منفذ توپی در بدنه قفل ماشینکاری شده است. نمای روبرو در حالت برش.
اکنون دو عنصر اصلی قفل، کامل و آماده مونتاژ شده اند. توپی به درون بدنه قفل از جلو، جای گذاری شده در نتیجه لبه و برآمدگی ماشینکاری شده، مانع از عبور آن از هر جهت دیگر می شود.
در نتیجه تکمیل مرحله جای گذاری، تمامی کانال پین های مته خورده توپی و بدنه قفل باید به طور مساوی ردیف شوند. (شکل 17-1)
مغزی اکنون و به طور معمول توسط خار نگهدارنده و یا پیچ سرپوش ایمن سازی شده است. شکل 18-1 نوعی از استقرار خارهای نگهدارنده است.
شکل 15-1: لبه فرز خورده داخل و سمت جلوی منفذ مغزی
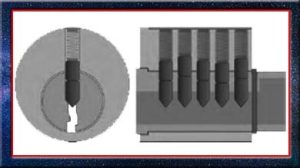
شکل 16-1: کانال های پین بدنه قفل مته خورده اند.
شکل17-1: توپی درون بدنه قفل جای گذاری شده و کانال های پین توپی با کانال های پین های پوسته در یک ردیف قرار داده شده اند.
شکل 18-1: توپی به شکل ایمن و با اضافه کردن یک خار نگهدارنده قید شده است.
توپی نه می تواند به عقب و جلو و بیرون بلغزد و نه بیشتر به داخل رانده شود. دلیل، ماشینکاری سطح جلویی آن است. اکنون قفل آماده پین ریزی است. پین ها در یک فرایند بسیار ابتدایی و خام و به وسیله ادواتی مانند تراشکاری با نهایت محکم کاری و بسته به قطعات بسیار دقیق استوانه ای تولید می شوند. برنج و فولاد بیشترین موارد مصرف در ساخت پین ها هستند. دوباره گفته می شود که کیفیت قفل و هزینه نهایی آن اینگونه به سازنده دیکته می کند که در فرایند طراحی چه فلزی بکار برود.
پین های یک قفل غالبا با قطرهای یکنواخت درست می شوند لیکن طول آنها متنوع است.
برخی از پین ها تقریباً شکل استوانه ای کامل دارند، به جز لبه های گرد، کمی در بالا و پایین، در حالی که بقیه کاملاً به یک سمت اشاره دارند.
پین ها معمولا در حین فرایند تولید با علامات رنگی شناسه دار می شوند تا اندازه آنها مشخص گردد.
البته رنگ دار کردن هر پین دارای ریسک امنیتی است زیرا فرد مهاجم با استفاده از یک موج نگار، تصویر گر یا اسکوپ مخصوص کار قفل سازی به درون قفل، نفوذ بصری نموده و شناسه و اندازه هر پین موجود درون قفل را تشخیص می دهد.
نخستین پین که باید حین مونتاژ درون قفل جای گذاری شود، پین کلید است.
گاهی اوقات می شنوید که مردم این پین ها را با عنوان “پین پایین ” نام می برند زیرا آنها اغلب درموقعیت”پایین تر” کانال قفل می نشینند.
این یک اصطلاح مخصوص قفل ها در آمریکای شمالی و برخی کشورهای دنیا است، با پشته های پین که بالای توپی قرار دارند.
اما این در سایر کشورهای دنیا ابداً اینگونه نیست.
مثال: اکثر قفل ها در اروپا دقیقاً برعکس و با پین درون توپی هایی حفر شده در چیزی که می توان آن را “پایین” مغزی و توپی نامید نصب شده اند. در یک چنین قفل هایی به نظر می رسد که پین های کلید در بالای بیشتر اجزای دیگر درون هسته قفل قرار دارند. در واقع، فکر کردن به قفلی با این محدودیت ها امری سودمند نیست. اینها را ما به عنوان” درایور پین ” معرفی خواهیم کرد. مشابه هنگام بحث روی ابزار در فصل بعد، “بیرون ” یا ” مرکز ” به جای ” بالا ” یا ” پایین ” شاید سودمند تر باشد.
پین های کلید در قفل نصب شده و به طور کامل از طریق کانال های مته خورده بدنه قفل عبور می کنند و درون توپی به طور کامل در محل خود قرار می گیرند مانند شکل 19-1 تمامی پین ها دارای ارتفاع یکسان نیستند.
اندازه های متفاوت هر پین در یک قفل به طور مستقیم با برش های متفاوت که در حین مشاهده کلید قابل رویت است، ربط دارد. قبل از این که روی چگونگی باز شدن قفل توسط پین ها بپردازیم، اجازه دهید با یک مثال در مورد طرز بسته نگاهداشتن قفل توسط پین ها ادامه دهیم. پس از نصب پین ها در قفل، مرحله بعدی مونتاژ شامل جای گذاری پین های کلید درون هر کانال است.
اینها تا حدی درون توپی خواهند افتاد اما در هرکانال، آنها باید درون پوسته یا بدنه قفل جا بگیرند. ( مانند شکل 20-1 )
شکل19-1: قفل مونتاژ شده با پین های کلید درون هر راهگاه را نشان می دهد.
اگر شما روی نمای جانبی شکل 19-1متمرکز بشوید، مشخص نمی شود که چه عاملی از“افتادن بیشتر” پین ها در راه کلید ممانعت می کند. در نمای روبرو، می بینید که چگونه و به چه میزان کانال پین تا نیمه درون توپی سوراخکاری می شود. مابقی سوراخکاری درون توپی ( راه کلید ) انقدر باریک است که پین ها دیگر نتوانند بیشتر به سمت پایین عبور کنند.
شکل20-1 : قفل با پین های کلید و پین های واسط
حالا ما کاری انجام داده ایم تا توپی ابداً و با هیچ ابزاری نتواند بچرخد. با استقرار داریور پین ها روی پین های کلید در هر راهگاه پین، توپی کاملاً و دقیقاً از حرکت بازمی ماند.
این یعنی آن که کدام اجزاء یک قفل پین معلق وقتی هیچ کلیدی در کار نیست، آن را بسته نگاه می دارد. دقیقاً به مانند پین های کلید، درایور پین ها، برخی مواقع با نام هایی دیگر توصیف می شوند که بسته به جغرافیای مورد استفاده می باشد.
برخی افراد این پین ها را ” پین های واسط ” می نامند لیکن روشن است که یک چنین اصطلاحی یک سلسله محدودیت هایی در گستره قفل های بین المللی دارند و همانگونه که بحث آن رفته، کل دستگاه نصب شده و از آن چه که در امریکای شمالی ” upside–down یا سرازیری و شیب دار ” نامیده می شود، الهام گرفته است.
برخی پین های کلید را ” پین های تنظیم ” و یا حتی ” پین های بستن و اتصال binding ” می نامند.
این عبارات محدودند به فقط، در فرایند ابزارزنی و بازگشائی قفل و کاربرد دیگری ندارند.
مرحله نهایی مونتاژ قفل، جای گذاری فنرها درون هرکانال پین است و خاتمه کار، استقرار پین مسدود کننده در این مرحله، و پایان کار، گذاشتن درپوش پیچی یا مواد نگهدارنده است. اکنون توپی قفل کاملاً مونتاژ شده و برای نصب داخل یک قفل دستگیره ای یا قفل لادری و یا سایر سخت افزارهایی که به آن نیاز دارند آماده است. ( مانند شکل 21-1 ). این چیزی است که معمولاً توپی قفل یا مغزی قفل نامیده می شود. قفل ته بسته چفت مانند، یک قفل آویز و یا یک دستگیره درب شاید عباراتی گیج کننده باشند چون همه شان دارای کلمه قفل هستند. این کتاب تلاش دارد تا این مفاهیم مبهم را تبیین نماید.
شکل21-1 : فنرها استقرار و روی آنها یک صفحه فلزی قرار داده شده است
روش واقعی پوشاندن محفظه های پین از یک تولید کننده به دیگری بسیار متفاوت است.
برخی از یک صفحه فلزی کوچک استفاده میکنند که در موقعیت خود قرار میگیرد، که بعداً در زمان سرویس یا تکثیرکلید مجدد به آسانی قابل برداشتن است. برخی دیگر بدنه قفل را با توپی میپوشانند.
این فرآیند سریع است و یک محفظه بسیار قوی برای پشتههای پین فراهم میکند، اما به دلیل زمانبر بودن عمل جداسازی و پیکربندی مجدد چنین قفل هایی به ابزار اضافی (مانند”پلاگ فالوور ” ) و درجه بالاتری از مهارت نیاز دارید. در باشگاه” ورزشی قفل سازان sport locksmiths، اقای “شویلر تاون” در کنفرانس امنیتی defcon تابستان 2007 شرکت کننده در رقابت سعی کردند تا ببینند در چند ساعت قفل باز می شود. در این مسابقات اگر افراد مواظبت نکنند فنرهای قفل یکباره به هوا می جهند.